A fire alarm was triggered at 6:20 p.m. in a production unit of a factory producing starch products. The internal contingency plan was initiated at 6:30 p.m. The site’s designated firefighting personnel located the fire on the second floor, in the grain cooler below a press. There was a lot of smoke on the fourth floor. The firefighters extinguished the fire at 8:35 pm. The internal contingency plan was lifted at 11:00 p.m.
However, the fire alarm sounded again the next day at 9:09 a.m. and the internal contingency plan was once again initiated, at 9:30 a.m. A significant amount of smoke was observed on the 4th floor of the same unit and hot spots were detected on the air inlets of the 2 filtration units. The intervention finally ended at 12:00 p.m.
The property damage caused by the accident involved the cooler, which had to be replaced, and part of the air filtration system. The repairs cost around 190K Euros; 15 m³ of wet co-product were sent for methanisation processing. The waste from the cooler was placed in a large bag for disposal as CIW. The water used to extinguish the fire was collected in the ditch before being disposed of with the bran/gluten. The site’s mill along with the starch and glucose plant was shut down until March 4th (2 days of production losses). The polyol and alcohol units ran at low speed during this period.
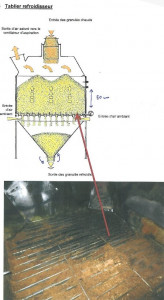
The first accident may have been caused by powder passing through the cooler instead of the pellets exiting the press. The fire on 02/03 was caused by incandescent dust that entered the filter units. This dust had been drawn in by the natural circulation of air in the duct between the cooler and the filtration system. Residues of incandescent products were not detected despite the inspections conducted with a thermal imaging camera.
The operator has improved the weekly preventive maintenance plan (internal inspection of the cooler, etc.) and plans have been made to stop input to the press in the event of a sudden drop in amperage, indicating a supply problem. Plans have also been made to add a safety device in the event of a sudden rise in temperature (20 °C in 5 min.) and then lower the high-temperature level at the cooler outlet (< 80 °C). Expert assessment of the press system is also planned. Finally, the facility operator plans to improve smoke extraction.