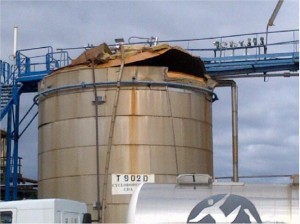
The roof of a storage tank containing cyclododecane (C12H24, melting point: 60 °C) at an organic chemical plant was partially opened following a technical incident. The shift operators placed the unit in a safe state. A nearby lorry driver was admitted to hospital for emotional trauma experienced during the accident. The analysis of the accident showed that the sending of cyclododecane into the storage tank resulted in, via desorption, the presence hydrogen in the gas phase of the storage tank. However, the position of the nitrogen inerting system on the balancing line did not make it possible to scavenge the tank’s vapour space and eliminate the traces of hydrogen that were present. When tanks were loaded, the nitrogen injection system (which likely was partially clogged) did not sufficiently compensate for the decrease in level inside the storage tank. As a result, the internal pressure dropped. In addition, the low-pressure safety sensor malfunctioned (most likely clogged) and did not cut off loading. This caused the pressure-relief valve to open and allow air to enter the vapour space. As the explosivity limit of the hydrogen in the vapour space was reached on the day of the accident, the hydrogen ignited, creating enough excess pressure (800 mbar) to rip open the top of the storage tank. Inadequate change control was the main cause of the accident. The nitrogen injection system had been modified shortly before, but the presence of hydrogen — and its risk of autoignition — in the tank’s vapour space had not been sufficiently taken into account. The risks of the product crystallising and forming clogs inside the tank’s safety systems (sensors, nitrogen injection) in cold weather (–1 to + 9 °C) despite the heating system also had been underestimated.
The operator implemented the following key corrective actions:
- The safety dossier for the process was updated (HAZOP study: solubility of hydrogen in cyclododecane, its kinetics and its degassing).
- The nitrogen injection system was resized and made more reliable (separate injection and discharge lines, scavenging lines via the storage tank, separate inerting lines via the storage tank, safe and instrumented control of injection).
- The diameters of the venting lines were changed and the reliability of their heating system was improved to prevent the formation of clogs.
- The reliability of the pressure and level sensor ports was improved to prevent the risks of clogs (double jacket to maintain the sensing lines at the appropriate temperature).
- In the not too-distant future, the hydrogen degassing and storage/loading processes will be separated.