At a chemical plant, an explosion occurred and a leak ignited at the level of a valve flange on the turbo compressor located in the ammonia (NH3) production facility, which was in the process of being restarted. The hydrogen detectors and fire alarm notified the control room, triggering immediate shutdown of the facility. Rescue crews were quickly able to control the event. The internal emergency plan was not activated.
The accident caused no casualties, as the technician present in the vicinity was able to escape just before the explosion, after hearing the whistling sound associated with the discharge of synthetic gas, composed of 70% hydrogen (flow rate: 15,000 Nm³/hr). Physical consequences of the turbo compressor’s direct environment involved: electrical cabling, melted cladding, heavy damage to heat insulation on the pipeline. Ammonia production was shut down for more than a month.
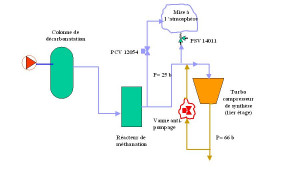
Five days prior to the accident, a problem related to the of CO2 absorption defect at the level of the decarbonation column in the NH3 production facility, which was being restarted, led site technicians to open the vent downstream of the column before activating the high-temperature safety procedure. This excessive venting (due to operating error) caused a sudden drop in suctioning pressure at the NH3 synthesis turbo compressor while triggering the facility’s emergency shutdown. The valve positioned on the line between the turbo compressor and the anaerobic digestion reactor was thus placed into operation under high pressure and opened without any technicians noticing.
During the ensuing days, production resumed, yet an abnormal synthetic gas reading led the operator to conduct further investigations and discover that the previous valve placed under such pressure was no longer sealed: it was allowing gas to escape via a 47-m high chimney. The facility was stopped once again to allow replacing the suspected valve.
The unit was started once again. The anaerobic digestion reaction began at 10 pm; the synthetic gas turbo compressor started up at 1:30 am and the accident happened at 3:14 am on the flange of the newly-installed valve (diameter: 6″, approx. 150 mm).
This accident was due to insufficient valve calibration; upon start-up, the valve fluttered, causing vibrations that eventually led to rapid loosening of the flange nuts, which most likely had not been tightened enough at the outset. The lack of traceability during these jointing operations (torque) was also highlighted.
As for feedback, the company assigned the valve calibration task was required to undergo certification by the plant inspection unit, resulting in an improved jointing protocol, more rigorous specifications regarding jointing, upgrades to the revised valves, and implementation of an additional pressure sensor.